
Giriş
Lazer kesim alanında, daha yüksek verimlilik, daha iyi kalite ve daha düşük maliyet arayışı asla durmaz. Geçmişte, lazer gücünü ve kesim hızını artırmaya odaklandık. Ancak, birçok şirket en hızlı kesim makinelerine sahip olmalarına rağmen, hala inatçı sorunlarla karşı karşıyadır: artık malzemelerin kullanımı zorluğu, kesim sürecinde kontrol kaybı ve kaynak öncesi kapsamlı manuel taşlama ihtiyacı.
Bu sorunlar tek bir ekipman parçasıyla çözülemez; tüm süreci kapsayan sistematik bir çözüm gerektirir.ön konumlandırma - işlem ortası izleme - işlem sonrası bitirme"Bugün, ikincil pah kırma cihazı, BOCHU'nun "Sky Eye" sistemi ve BCW400F-E kontur tarayıcıdan oluşan akıllı kapalı döngü sisteminin lazer kesimde nasıl bir verimlilik devrimi başlattığını inceleyeceğiz.
Geleneksel İkincil Pah Kırma Çözümlerinin Sınırlamaları
Lazer ikincil pah kırma çözümlerinin ortaya çıkmasından önce, sektör öncelikle aşağıdaki yöntemlere dayanıyordu:
1. Yarı Otomatik Alev Pah Kırma (Yaygın olarak "Küçük Kaplumbağa" olarak bilinir)

Avantajlar: Basit yapı, düşük maliyet, kullanımı kolay.
Dezavantajlar: Konumlandırma için manuel işaretlemeye dayanır, doğruluk düşüktür, hız yavaştır, yaylar ve köşelerde kesim kalitesi istikrarsızdır, tamamen operatör deneyimine bağlıdır.


2. Robotik İş İstasyonu

Avantajlar: Belirli bir otomasyon ve esnek işleme kabiliyetine sahiptir.
Dezavantajlar: Robot kol açıklığı nedeniyle sınırlı işlem alanı (yaklaşık 1.5m×1.5m); alev veya plazmaya dayalı, kesim doğruluğu düşük (>2mm) ve hız yavaş; karmaşık grafiklerin yol planlaması yüksek eşiklidir, işletme maliyetleri yüksektir ve malzeme bağımlılığı fazladır.
Temel sorun: Geleneksel çözümler etkili konumlandırma ve deformasyon telafi mekanizmalarından yoksundur. Sapma olduğunda, manuel müdahale gerekir ve bu da işlem tutarlılığı ve verimliliğini garanti etmeyi zorlaştırır.
Tarayıcı ve Sky Eye ile Erken Aşamada Hassas Güçlendirme
İkincil pah kırma işlevini oynayabilmesi için hazırlık çalışması çok önemlidir. Bu, iki "öncü"ye dayanır.
1. BCW400F-E Kontur Tarayıcı: "Kör Kesim"den "Görünür"e, Malzeme Değerini Maksimize Etmek
Temel Fonksiyon: Kesim sistemleri için özel olarak tasarlanmış, hat lazer teknolojisine dayalı bir görsel sensördür. Temel görevi, insan gözü ve kumpası değiştirir, plakaların (özellikle düzensiz artıkların) temassız yüksek hızlı taramasını yaparak kontur, delik pozisyonları, işaretler vb. hakkında 0.005mm'ye kadar hassasiyetle yüksek doğrulukta veri elde eder.
Uygulama Değeri:
- Artık Doğuşu: Düzensiz artıklarla karşılaşıldığında, geleneksel programlama çaresiz kalır. Tarayıcı, dijital konturunu hızlıca elde edebilir ve yazılım, yeni parçaları içine sığdırmak için akıllı yerleştirme yapar. Ardından, ikincil pah kırma fonksiyonu, tarama tarafından oluşturulan yolu hassas bir şekilde takip ederek bu yeniden kullanılan parçalarda yüksek kaliteli işlem yapabilirdeğerlerini maksimize eder ve malzemeyi en üst düzeyde tasarruf sağlar.
- Hassas Hizalama: Mevcut delikler veya işaretlere dayalı ikincil bitirme (pah açma gibi) gerektiren iş parçaları için tarayıcı, referans özellikleri otomatik olarak tanıyabilir ve kesim yolunu kalibre ederek koaksiyalite ve pürüzsüz geçiş orijinal yapıyla pah arasındaki hata 0.02mm içinde kontrol edilebilir.
2. Sky Eye Sistemi (Akıllı Artık Kiti): İşlemin "İlk Güvenlik Ağı"
Temel Fonksiyon: Sky Eye, endüstriyel kameralar, optik lensler ve akıllı algoritmaları entegre eden yüksek kaliteli bir görsel çözümdür. İkincil işlem öncesinde düz kesimle oluşan parçaları hızlı tarama ve kaba konumlandırma yapar.
Uygulama Değeri: İkincil pah başlamadan önce parçanın konumunun teorik programlamayla uyumlu olup olmadığını doğrular. Bu, plaka hareketi veya önceki işlemden sapmalar nedeniyle yanlış kenarın pahlanması veya yanlış konumda pah açılması gibi ciddi israfı önler ve yüksek değerli bitirme işlemi için kritik başlangıç doğruluğu sağlar.
İkincil Pah ile Hassas İşleme Sanatı
1. İkincil Pahın Özünde Yatan
İkincil pah sadece tekrarlayan bir kesim değil, bağımsız bir bitirme işlemidir. Kesme kafasının açısı, gücü, hızı ve gaz basıncını hassas şekilde kontrol ederek ilk kesim sonrası kenarda üç boyutlu ince işleme yapar.
2. Üç Temel Değer
Değer Bir: Kusur Düzeltme, Mükemmel Kenarlar Elde Etme
Teknik Detaylar: Kalın plakalar üzerindeki ilk kesim kolayca cüruf, çapak ve diklik sapması (koniklik) oluşturur. İkincil pah, düşük güç, yüksek hız ve çok geçişli tarama stratejisiyle kenarı "mikro oyma" yaparak kenar pürüzlülüğünü (Ra değeri) >12.5μm’den 1.6-3.2μm’ye etkili şekilde düşürür ve konikliği düzelterek homojen dik bir kesim yüzeyi elde eder.
Uygulama Senaryosu: Hassas mekanik parçalar, hidrolik valf blokları, yüksek kaliteli enstrümanlar vb. kenar kalitesi için sıkı gereksinimleri doğrudan karşılar, frezeleme ve taşlama gibi sonraki işlemleri ortadan kaldırır.
Değer İki: Kaynak Ön İşlemi İçin Nihai Çözüm
Teknik Detaylar: Kaynak proses gereksinimlerine göre herhangi bir açıda V-kanallar, U-kanallar, çift J-kanallar vb. programlayabilir ve işleyebilir, açı hatası ±0.5° içinde kontrol edilebilir ve kök yüzeyi yüksekliği ayarlanabilir. Bu, kaynak için son derece tutarlı bir ara yüz sağlar.
Uygulama Senaryosu: İnşaat makineleri, basınçlı kaplar ve raylı sistemler gibi yüksek kaliteli kaynak gerektiren tüm alanlarda uygulanabilir. Düzenli pahlar kaynak boşluklarını azaltabilir, nüfuziyet tutarlılığını artırabilir, kaynaşmama ve eksik nüfuziyet gibi gizli tehlikeleri kökten ortadan kaldırabilir ve yapısal dayanıklılık ile güvenlik performansını önemli ölçüde artırabilir.
Değer Üç: Kalın Plaka Kesiminde "Son Zorluğun" Üstesinden Gelmek
Teknik Detaylar: 20mm üzeri plakaların ilk kesiminde alt kısımda tam kesim gerçekleşmeyebileceği ("tamamlanmamış kesim") sorunu ele alınır, ikincil bevel geri oyma kesimleri yapabilir, özel parametreler kullanarak alt bağlantı noktalarını hassas şekilde kaldırır, tam ayrılmayı sağlar ve tek adımda aşırı enerji girişi nedeniyle oluşabilecek plaka termal deformasyonunu önler.
Sky Eye Sistemi ile Gerçek Zamanlı İzleme ve Kapalı Döngü Hata Düzeltme
İşlem sırasında belirsizlik kalite için bir diğer büyük düşmandır. Sky Eye sistemi, orta aşamada "koruyucu" rolünü üstlenir.
Gerçek Zamanlı Kalite İzleme: İkincil bevel işlemi sırasında Sky Eye sistemi kesim alanını sürekli izler. "Işın kopması", "nozul tıkanması" ve "odak lensi kirlenmesi" gibi anormal durumları akıllıca tespit edebilir, makineyi hemen durdurur ve alarm verir, böylece parti hurda önlenir ve pahalı bevel kesme kafası korunur.
Dinamik Hata Telafisi: Plakalar, "bağlantı gevşemesi" veya "termal deformasyon" nedeniyle işlem sırasında kayabilir, bu da gerçek yol ile teorik yol arasında sapmaya neden olur. Sky Eye sistemi, ikisini gerçek zamanlı olarak karşılaştırabilir, sapma değerini (X/Y/Z eksenleri) otomatik olarak hesaplar, kontrol sistemine geri besleme yaparak kesme kafasının konumunu dinamik olarak ayarlar, gerçek zamanlı kapalı döngü telafisi sağlar ve nihai iş parçasının boyutsal toleransının ±0.03mm içinde stabil kalmasını garanti eder. Bu, birkaç metre uzunluğundaki büyük iş parçalarının işlenmesi için çok önemlidir.
Veri Depolama ve İzlenebilirlik: Sistem, her parti iş parçası için kesim görüntülerini, parametreleri (güç, hız) ve sapma verilerini otomatik olarak depolayabilir, böylece bir "işlem kaydı" oluşturur. Daha sonra kusur bulunursa, veriler incelenerek sorunun kaynağı (örneğin, bir parti sapmasının plaka termal deformasyonundan kaynaklanması) tespit edilebilir, süreç optimizasyonu kolaylaşır ve havacılık ile medikal cihazlar gibi sektörlerin "tam süreç izlenebilirlik" gereksinimleri karşılanır.
Akıllı Üretim Kapalı Döngüsü: 1+1+1 > 3
Üçünün birleşimi sadece fonksiyonları üst üste koymakla kalmaz, aynı zamanda yüksek zekâya sahip bir üretim kapalı döngüsü oluşturur:
- Erken Aşama (Tarayıcı): "Tarama ve Konumlandırma" – "Malzeme nerede?" sorununu çözer, ikincil bevel için hassas bir işleme referansı sağlar ve malzeme kullanımını maksimize eder.
- Orta Aşama (Sky Eye): "İzleme ve Düzeltme" – "Süreç stabil mi?" sorununu çözer, ikincil bevel işleminin güvenilirliğini ve tutarlı kaliteyi sağlar.
- Geç Aşama (İkincil Bevel): "Hassas İşleme" – "Kenar kabul edilebilir mi?" sorununu çözer ve nihayetinde yüksek değerli, kullanıma hazır kusursuz iş parçaları üretir.
Nihai Fayda: Bu sistem, hurda oranını %5'ten %1'in altına önemli ölçüde düşürebilir, tek parti üretim kapasitesini %20-%30 artırabilir ve kaynak öncesi taşlama işlemini tamamen ortadan kaldırarak gerçek anlamda "insansız" finisaj sağlar.
Video ve numune gösterimi:


BOCHU'nun İkincil Pah Kırma Çözümünün Ek Avantajları
BOCHU'nun ikincil pah kırma çözümü, geleneksel süreçlerin basit bir yer değiştirmesi değil, kapsamlı bir yükseltmedir malzeme kullanımı, süreç ayarı, işleme kapasitesi, hız & hassasiyet, maliyet ve esneklik.
1. Daha Fazla Malzeme Tasarrufu
Tek Aşamalı Pah Kırmanın Dezavantajı: Pah kırma doğrudan tam plaka üzerinde yapıldığında, parçalar arasında pah kesim yolu için boşluk bırakılmalıdır, bu da önemli plaka israfına yol açar.
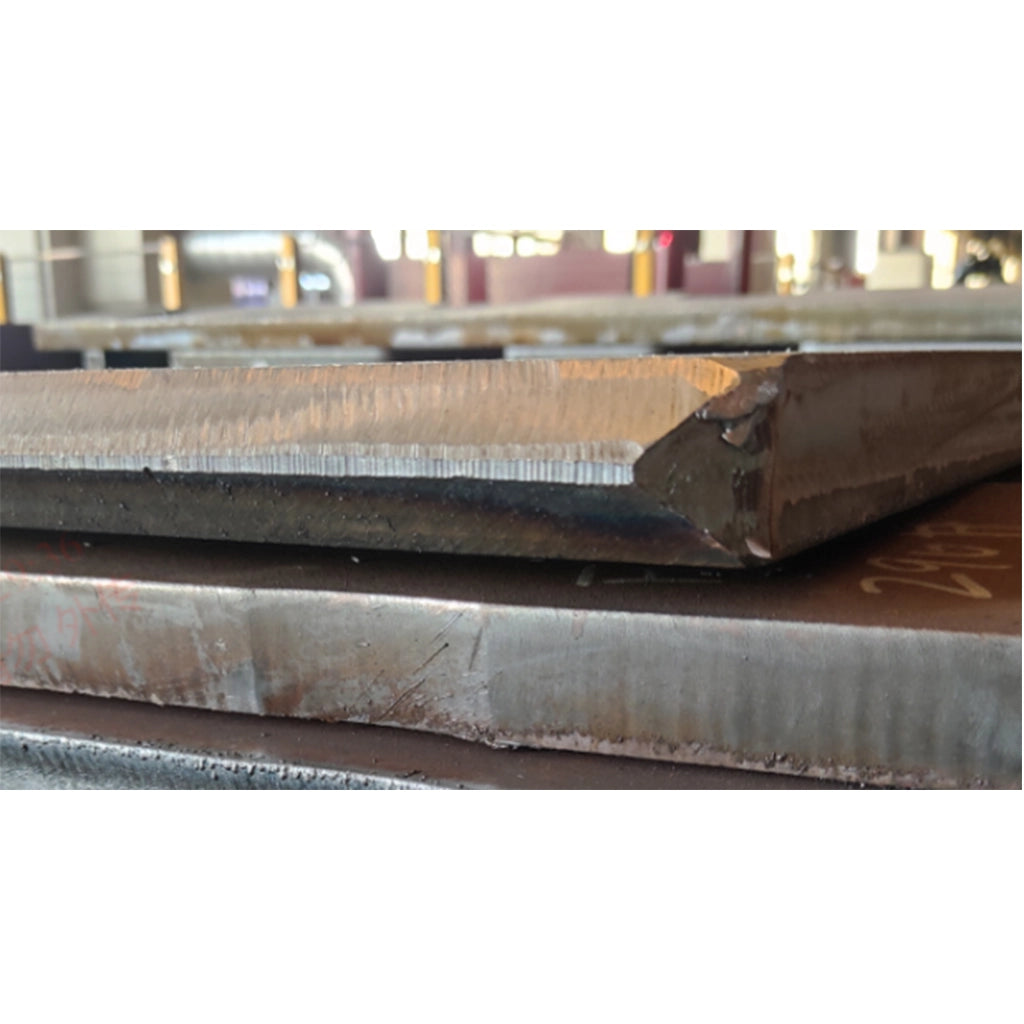
İkincil Pah Kırma ile İyileştirme: Öncelikle düz kesim ilk boşaltma yapılır, parçaların maksimum ortak kenar kesimi sağlanır. Ardından, pah bitirme işlemi gerçekleştirilir.

Görüntü açıklaması: Tek seferlik kesim ve ortak kenar
Gerçek Etki: Tek aşamalı pah kırmaya kıyasla, ikincil pah kırma atık alanı önemli ölçüde azaltabilir, malzeme kullanımını %5–10 artırır, bu özellikle büyük format kalın plaka üretimi için önemlidir.
2. Daha Kolay Süreç Ayarı
30mm karbon çelik plaka üzerinde K tipi pah işleme örneği olarak alınmıştır (hem üst hem alt pah açıları 45°, yükseklikler 10mm, kök yüzeyi 10mm):
Tek Aşamalı Pah Kırma: Gerçek pah kesme kalınlığı 42.4mm'ye ulaşır, yüksek kesme enerjisi gerektirir; cüruf sert cüruf olup, temizlemesi zordur.
İkincil Pah Kırma: Sadece 14.1mm kalınlık kesilmesi gerekir, kesme enerji ihtiyacı üçte bir oranında azalır; cüruf yumuşak cüruf olup, daha kolay işlenir.
Etkisi Farkı: İkincil pah kırma daha hızlı kesme hızı, daha küçük ısı etkilenmiş bölge, belirgin şekilde iyileştirilmiş kesim yüzeyi kalitesi ve daha iyi sonraki kaynak tutarlılığı sağlar.
3. Daha Güçlü İşleme Kapasitesi
Geleneksel tek aşamalı pah kırma işleminin işleme kapasitesi lazer gücü ile sınırlıdır, ikincil pah kırma ise süreç ayrımını optimize ederek bu darboğazı aşar:
|
|
12kw |
20kw |
30kw |
40kw |
60kw |
|||
|
Maksimum Kesme Kalınlığı (Düz Kesim) |
35mm |
60mm |
75mm |
100mm |
110mm |
|||
|
Maksimum Kesme Kalınlığı (45° Bevel) |
<30mm |
40mm |
55mm |
70mm |
80mm |
|||
|
İkincil Bevel İşleme |
12kw |
20kw |
30kw |
40kw |
||||
İkincil Bevel Atılımı: Artık tek aşamalı bevel kalınlık eşiği ile sınırlı değil, 40kW lazerle 100mm karbon çelikte 45° Y üst bevel işleme yapılabilir, kök yüzeyi ve düz kesim yüzeyi tutarlıdır, makine güç gereksinimini önemli ölçüde azaltır. Bu, şirketlerin kalın plaka bevel işlemlerini aşırı yüksek güçlü lazerlere körü körüne yatırım yapmadan tamamlamasını sağlar, yatırım maliyetlerini düşürür.
4. Hız ve Hassasiyette Kapsamlı İyileştirme
Konumlandırma Hızı: Geleneksel robotik çalışma istasyonları tek hatlı tarama veya manuel öğretime dayanır, bu yavaştır; BOCHU'nun çözümü çapraz hat lazer taraması kullanır, konumlandırma hızı 18m/dakikaya kadar çıkabilir.
Konumlandırma Doğruluğu: Geleneksel yöntemler güvenilir telafiye sahip değildir, doğruluk dalgalanır; BOCHU'nun çözüm doğruluğu ≤0.3mm olarak kontrol edilebilir.
Kesim Hızı: Alev/plazma ikincil pah işlemi yavaştır; lazer ikincil pah hızı plazmanın yaklaşık iki katıdır.
Kesim Hassasiyeti: Alev/plazma hatası genellikle >2mm iken, BOCHU'nun çözümü ±1mm içinde kontrol edebilir.
5. Maliyet ve Esneklik Avantajları
İşletme Maliyeti: Alev/plazma gaz tüketimine bağlıdır, bu da uzun vadede yüksek maliyetlere yol açar; lazer ikincil pah işlemi sarf malzeme bağımlılığı yoktur, önemli enerji tasarrufu ve maliyet düşüşü sağlar.
Esnek Üretim: İşleme alanı esnek şekilde ayarlanabilir, çoklu sıralarda küçük parçalardan büyük tek parçalara kadar verimli işlem yapılmasını sağlar.
Artık Malzeme Kullanımı: Sky Eye sistemi ve BCW400F-E tarayıcı ile birleştiğinde, parçalar rastgele yerleştirildiğinde bile konumlandırılıp işlenebilir, bu da artık malzeme geri kazanım oranlarını büyük ölçüde artırır.
Sonuç
Kurulum İkincil Pah, Sky Eye Sistemi, ve Tarayıcı bir lazer kesim makinesinde sadece geleneksel süreçlerin bir yükseltmesi değil; akıllı ve hassas üretime doğru imalat için kritik bir adımdır.
- İkincil Pah, "kesim kenarlarının standartlara uymaması" sorununu çözer.
- Sky Eye Sistemi, "işlem sırasında gerçek zamanlı izleme ve hata düzeltme"yi sağlar.
- Tarayıcı, "karmaşık iş parçalarının konumlandırılması ve artık malzeme kullanımı"nı basit ve verimli hale getirir.
Üçünün birleşimi, tam süreç kapalı döngü çözümü oluşturur Konumlandırma - İzleme - Optimizasyon, şirketlerin maliyetleri düşürmesine, kaliteyi artırmasına ve yoğun piyasa rekabetinde lider konumunu korumasına yardımcı olur.
SSS
S1: İkincil pah nedir? İlk kesimden farkı nedir?
A1: İlk kesim öncelikle plakanın temel şekillendirmesini gerçekleştirirken, ikincil pah ise kesim kenarının ince işlenmesidir. İlk kesim sırasında oluşan kusurları (örneğin çapak, tırtıklar, diklik sapması) düzeltebilir ve kaynak işlemi gereksinimlerini karşılayan pah şekilleri işleyebilir.
S2: İkincil pah kalın plaka işleme için neden özellikle gereklidir?
A2: Plaka kalınlığı ≥10mm olduğunda, lazer enerjisi nüfuziyet sırasında zayıflama eğilimindedir, bu da alt kısımda tam kesim olmamasına yol açar. İlk kesimde sadece gücü artırmaya dayanmak, kolayca termal deformasyona neden olur. İkincil pah, alt kısmı hedefleyen özel bir arka oyma kesimi yapabilir, tam kesim ve genel boyutsal doğruluk sağlar.
S3: İkincil pah hangi tür pahları işleyebilir?
A3: İkincil pah, V-kanal, U-kanal, Y-kanal ve çift taraflı pahlar dahil olmak üzere çeşitli pah tiplerini destekler, genellikle 30°–60° arası açı aralığında. Bu pahlar kaynak proses gereksinimlerini doğrudan karşılayabilir, ek manuel taşlamayı önler.
S4: İkincil pah kaynak kalitesine nasıl yardımcı olur?
A4: Standartlaştırılmış pahlar işlenerek, kaynak boşluğu daha uniform hale gelir ve kaynak derinliği daha stabil olur, böylece kaynağın tam olmaması ve yetersiz nüfuziyet gibi riskler azalır. Bu sadece manuel kaynak için değil, aynı zamanda otomatik kaynak robotlarıyla da mükemmel uyum sağlar, kaynak verimliliği ve dayanıklılığını önemli ölçüde artırır.
S5: İkincil pah işleme verimliliğini etkiler mi?
A5: Tam tersine, ikincil pah manuel yeniden işleme ve taşlamayı azaltır, hurda oranını (yaklaşık %5'ten %1'in altına) düşürür. Tarayıcı ve Sky Eye sistemi ile birleştiğinde, genel işleme verimliliğini %20–30 artırabilir, bu da onu esnek üretim için çok uygun kılar.
S6: İkincil pah hangi endüstriler için uygundur?
A6: Tipik uygulama senaryoları şunları içerir: çelik yapılar, boru hatları, gemiler vb. için kaynaklı parçaların işlenmesi; otomotiv, havacılık vb. için yüksek hassasiyetli bileşen üretimi; kalın plaka işleme senaryoları; artık malzeme yeniden kullanımı ve yüksek karışım, düşük hacimli esnek üretim modları.
S7: İkincil pah, "Sky Eye sistemi" ve "tarayıcı" arasındaki ilişki nedir?
A7: Üçü genellikle birlikte kullanılır: Tarayıcı erken aşamada hassas konumlandırmadan sorumludur; Sky Eye sistemi süreç ortasında gerçek zamanlı izleme ve hata düzeltmeden sorumludur; ikincil pah, geç aşamada hassas optimizasyondan sorumludur. Bunlar bir tam süreç kapalı döngüdaha yüksek kalite ve daha verimli kesim üretimini mümkün kılar.











